- 全国热线
- 400-0536-968
![[!---class.name--]](/d/file/p/80333a34397b84e3d51e47e90df8e55d.jpg)
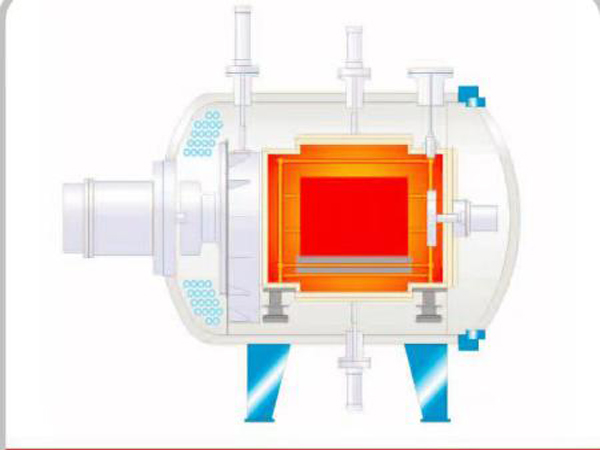
利用真空炉的特性补救氮化后脆性过大的零件
利用真空炉的特性补救氮化后脆性过大的零件
提出了不同于现有退氮工艺的一种新工艺,利用真空炉的特性补救氮化后脆性过大的零件。从理论上验证了本方法的可行性,并在实际生产中得到了证明。
气体氮化的零件,在氮化后期2~4h,将氨的分解率控制在85%以上,目的是适量降低零件表面氮含量,减少脆性,这种工艺方法称退氮处理。但有时零件在氮化结束后,由于工艺、设备或操作等因素,造成零件脆性较大。对于出现脆性较大的零件,经常是重新进行一次退氮处理。但此方法存在一些缺点。为此,本文用真空炉进行退氮处理的方法来改进此工艺。防氧化作用退氮温度一般为520~560℃,一般不超过氮化的最高温度,虽然在此温度范围内,真空中氧的分压大于氧化物的分解压,金属会氧化,但如果氧化介质稀薄,则氧化速度极其缓慢,表面即使有氧化膜也很薄,可以认为金属没氧化。由此可见,只要将真空度控制在1~10Pa,氧化介质少,即可达到防氧化的目的。脱气作用真空加热对固态金属中溶解的气体有很好的排除作用。根据西弗斯定律:H2、N2和O2等双原子气体在金属中的溶解度与分压力的平方根成正比,即:S=K姨P,其中:S为溶解度;P为气氛中气体的分压力;K为常数(西弗斯常数)。由此可见,提高真空度,有利于金属中气体的排出。




山东派金真空科技有限公司 鲁ICP备15017677号-2 技术支持:搜易网络传媒
